

{kind=link}
Edit: Thanks to everyone for the help! Just an update.
Thanks to @nate3d and @IMALlama comments below I calibrated the e-steps that were very under and it improved a lot.
I left the filament on the dryer for 8 hours and tested again with a 20mm /s speed and 220 C print temp and it was better (picture below)
Just to answer you all saying it’s a clog or a hot end problem, it’s not, the whole hot end, includong nozzle, heat block and everything else, even the PTFE tube are all brand new and I checked before.
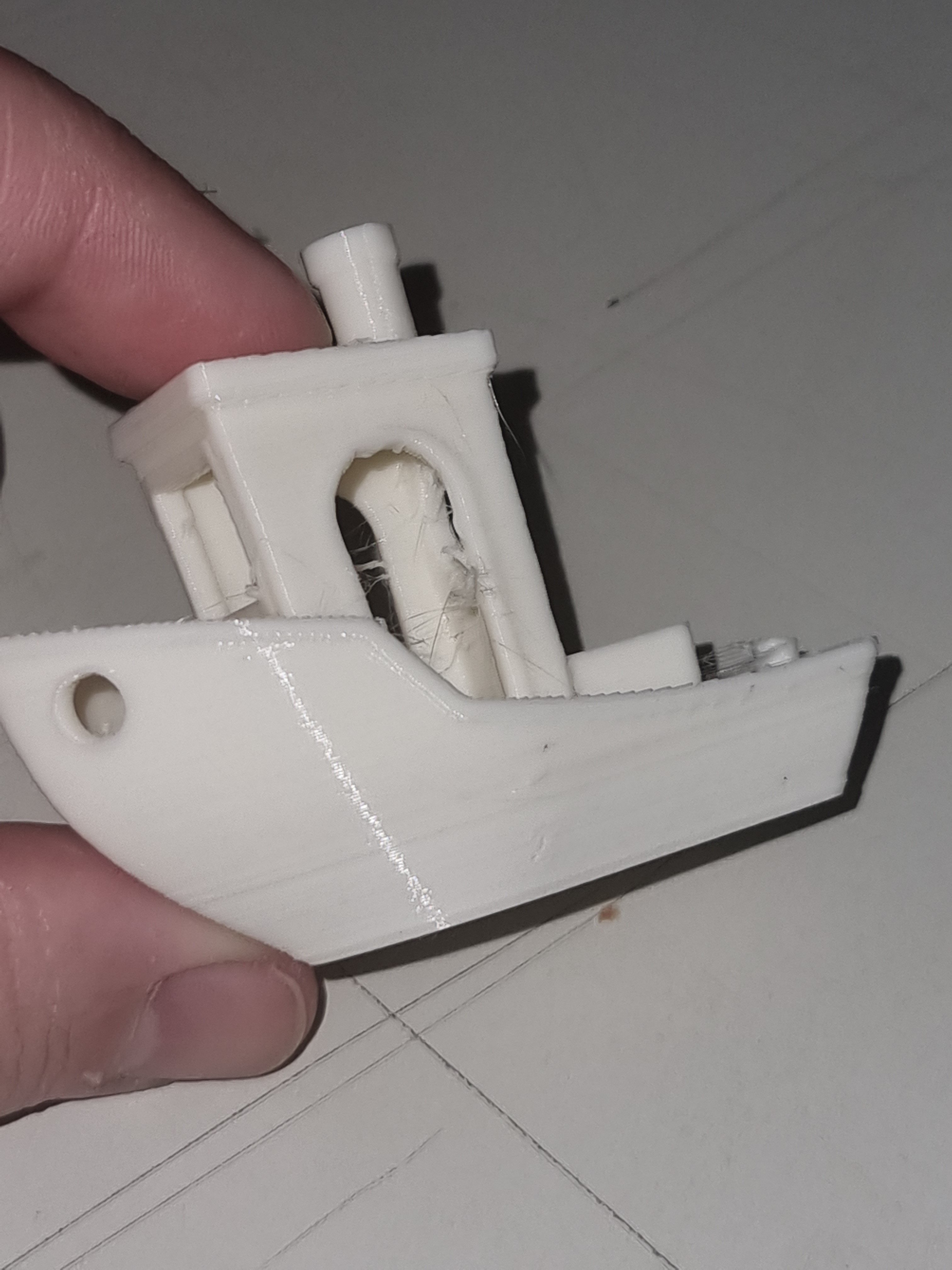
This is still the best I could achieve and It took 3 hours to print this benchy lol
‐-------- Hi everyone, I’m once again asking for your help lol Since I’ve tried to print with wood I totally wrecked my printer so I changed the hot end and am trying to set it all up again. Since my printer already came built and working I don’t have much experience with things like this so if you could help me I would be very thankful
What do I need to twerk to make it print better again?
I’m using Cura slicer and trying to print a benchy with the settings below:
Nozzle: 0.4
Layer: 0.2
Printing temp: 220 (it wont print with lower temp)
Speed: 60
Retraction distance: 7
Retraction speed: 70
Edit: PLA
A bit late to the party, but just in case someone stumbles over this:
Check the extruder spring tension. I’ve seen that problem on my machine and on the machines of a few friends of mine before and it’s hardly ever mentioned.
If the spring has too much tension, the gears squeeze the filament, cutting deep groves into it and creating a ton of resistance for the extruder motor. This leads to very inconsistent extrusion and can cause blockages. It can also lead to the surface of the filament being ground away, which could cause the filament to get stuck and not move, and the ground filament can clog the teeth of the extruder, which means it has less friction on the filament and can also lead to inconsistent extrusion.
If the spring has too little tension the gears cannot bite into the filament and instead tend to slip, especially in high-pressure situations, e.g. when using fast printing speeds or low hotend temperatures.
Lastly, check the extruder gears for wear themselves. Filled filament (e.g. wood filament, glow-in-the-dark filament, metal-filled filament, CF filament) can wear out the gears themselves, especially when coupled with too high extruder spring tension. Worn out gears can also lead to slips and thus inconsistent extrusion, especially when printing fast or low temperature.